Anschlüsse, Montage und Qualitätssicherung: Vom Heizleiter zur zuverlässigen Heizlösung.
Das hier ist der Excerpt für die Vorschau und den Vorschautext oben
Moin, aus Stapelfeld.
Ein perfekt ausgelegter Mantelheizleiter ist nur der Anfang. Die Verbindung zur Stromversorgung, die Art der Montage und die Qualitätssicherung entscheiden darüber, ob Ihre Heizlösung im rauen Industriealltag zuverlässig funktioniert. In einer Hochtemperatur-Anwendung im Werkzeugbau kann eine falsche Anschlusswahl zu Überhitzung führen. Bei der Beheizung einer Extrusionsdüse entscheidet die Montageart über die Effizienz der Wärmeübertragung. Und in UHV-Anlagen der Halbleiterindustrie ist ein unbemerktes Leck keine Option.
Dieser Leitfaden zeigt Ihnen, wie Sie Ihren Mantelheizleiter richtig anschließen, montieren und für kritische Anwendungen qualifizieren. Von der Auswahl des passenden Stromanschlusses über die richtige Montageart bis hin zu Prüfverfahren wie Heliumlecktest und Kalibrierung.
Anschlüsse für Heizleiter: Die richtige Verbindung
Die Verbindung zur Stromversorgung ist eine kritische Schnittstelle. Je nach Temperaturbereich, mechanischer Belastung und elektrischen Anforderungen kommen unterschiedliche Lösungen zum Einsatz.
Keramische Stromanschlüsse (bis 400°C / 500°C).
Ideal für hohe Temperaturen und stabile Verbindungen. Keramische Bauteile müssen vor starker mechanischer Belastung, Erschütterung und Schlag geschützt werden, da dies zu Haarrissen und Brüchen führen kann.
| Typ | Anschlussart | Heizleiter-Ø (mm) | Max. Betriebstemp. | Max. Strom |
|---|---|---|---|---|
| KS | Stift/Pin | 1,0 – 3,0 | 400°C (kurz 500°C) | 10A – 20A |
| KM4 / KM5 | M4 / M5 Gewinde | 1,0 – 3,0 | 400°C (kurz 500°C) | 10A – 20A |
| KFG | Keramikkopf mit Madenschraube | 1,0 – 3,0 | 400°C | 10A – 30A |
| KBK | 2-Pin Stecker (Ø 11mm) | 1,5 – 2,0 | 400°C | 4A |
| KD5 | Miniatur-Keramikanschluss (Ø 5mm) | 1,0 – 1,5 | 200°C | 7A – 10A |
Metallische Stromanschlüsse (bis 220°C).
| Typ | Anschlussart | Heizleiter-Ø (mm) | Max. Betriebstemp. |
|---|---|---|---|
| L-HL | Push/Pull-Stecker | 1,5 – 3,0 | 220°C |
Direktverbindung mit Litzenleitung (bis 220°C).
Eine kostengünstige und flexible Lösung für Anwendungen ohne extreme Temperaturbelastung am Anschlusspunkt.
| Typ | Heizleiter-Ø (mm) | Max. Betriebstemp. | Max. Strom |
|---|---|---|---|
| D5VA | 1,0 – 2,0 | 220°C | 15A |
| D7VA | 1,5 – 4,0 | 220°C | 25A |
Montagearten: Die richtige Wärmeübertragung.
Ein Mantelheizleiter kann seine Leistung nur dann voll entfalten, wenn die Wärme effizient an das zu beheizende Bauteil übertragen wird. Die Art der Montage ist dabei der entscheidende Faktor. Je höher die Leistung (W/m) und die Temperatur, desto besser muss der Wärmekontakt sein. Eine unzureichende Wärmeabfuhr kann zu einer Überhitzung und einem vorzeitigen Ausfall des Heizleiters führen.
Geringe Heizleistung (< 100 W/m oder < 3 W/cm²).
Bei geringen Temperaturen ist kein vollflächiger Wärmekontakt erforderlich. Eine einfache mechanische Fixierung ist ausreichend.
Typische Montagearten:
- Aufwickeln um das Bauteil (z.B. Rohrbeheizung zur Frostfreihaltung)
- Fixierung mit punktgeschweißten Blechstreifen
- Einfache Klemmung
Mittlere Heizleistung (< 300 W/m oder < 6 W/cm²).
Im Temperaturbereich um 600°C ist ein durchgehender, fester Wärmekontakt entscheidend, um eine gute Wärmeübertragung zu gewährleisten.
Typische Montagearten:
- Einlegen in eine passgenaue Nut
- Hartlöten auf der Oberfläche
- Klemmen zwischen zwei Platten mit definiertem Anpressdruck
Hohe Heizleistung (> 300 W/m oder > 6 W/cm²).
Bei hohen Temperaturen und Leistungen muss eine optimale, vollflächige Wärmeübertragung sichergestellt werden, um Hitzestau zu vermeiden.
Typische Montagearten:
- Einlegen in eine Nut und anschließendes Hartverlöten (z.B. Heißkanalsysteme)
- Vollständiges Eingießen in Metall (z.B. Aluminium, Messing) für maximale Wärmeübertragung
Qualitätssicherung: Wenn Präzision kein Zufall sein darf.
In der Luft- und Raumfahrt oder in UHV-Anlagen der Halbleiterindustrie ist ein unbemerktes Leck oder eine ungenaue Temperaturmessung keine Option. Standardprodukte nach DIN-Norm sind gut, aber für Spitzenanwendungen braucht es einen zusätzlichen Feinschliff – eine geprüfte und zertifizierte Sicherheit, die über die Norm hinausgeht.
Heliumlecktest.

Dieses Verfahren ist der Goldstandard zum Nachweis der Dichtigkeit von Bauteilen in Vakuum- und UHV-Anwendungen. Wir prüfen Schweißnähte und Verschraubungen unserer Heizleiter und Thermoelemente auf kleinste Leckagen, um einen Druckverlust in Ihrer Anlage zu verhindern.
Anwendung:
- Vakuum- und Ultrahochvakuum-Prozesse
- Test von Schweißungen und Verschraubungen
- Lieferung mit Prüfprotokoll
Röntgenprüfung.
Die zerstörungsfreie Röntgenprüfung erlaubt einen Blick ins Innere des Bauteils. So können wir die exakte Position der Messstelle eines Thermoelements bestimmen oder die Qualität einer internen Schweißnaht überprüfen, ohne das Bauteil zu beschädigen.
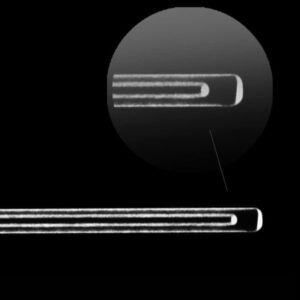
Anwendung:
- Fehlerbestimmung in verbauten Elementen
- Exakte Positionsbestimmung von Messstellen
- Lieferung mit Röntgenbildern, inklusive Vermaßung und Beschriftung
Kalibrierung.
Standard-Thermoelemente haben eine Toleranz nach DIN EN 60584. Wenn Ihre Anwendung eine höhere Genauigkeit erfordert, kalibrieren wir die Sensoren nach der Fixpunkte- oder Vergleichsmethode. So kennen Sie die exakte Abweichung jedes einzelnen Sensors und können diese in Ihrer Steuerung kompensieren.

Anwendung:
- Hochpräzise Temperaturmessung
- Prozesse mit mehreren Messpunkten
- Lieferung mit Werkskalibrierzertifikat oder offiziellem DAkkS-Kalibrierschein
Noch mehr Wissen, das Sie interessieren könnte

Montagearten von Mantelheizleiter
Das hier ist der Excerpt für die Vorschau und den Vorschautext oben
0 Comments8 Minutes
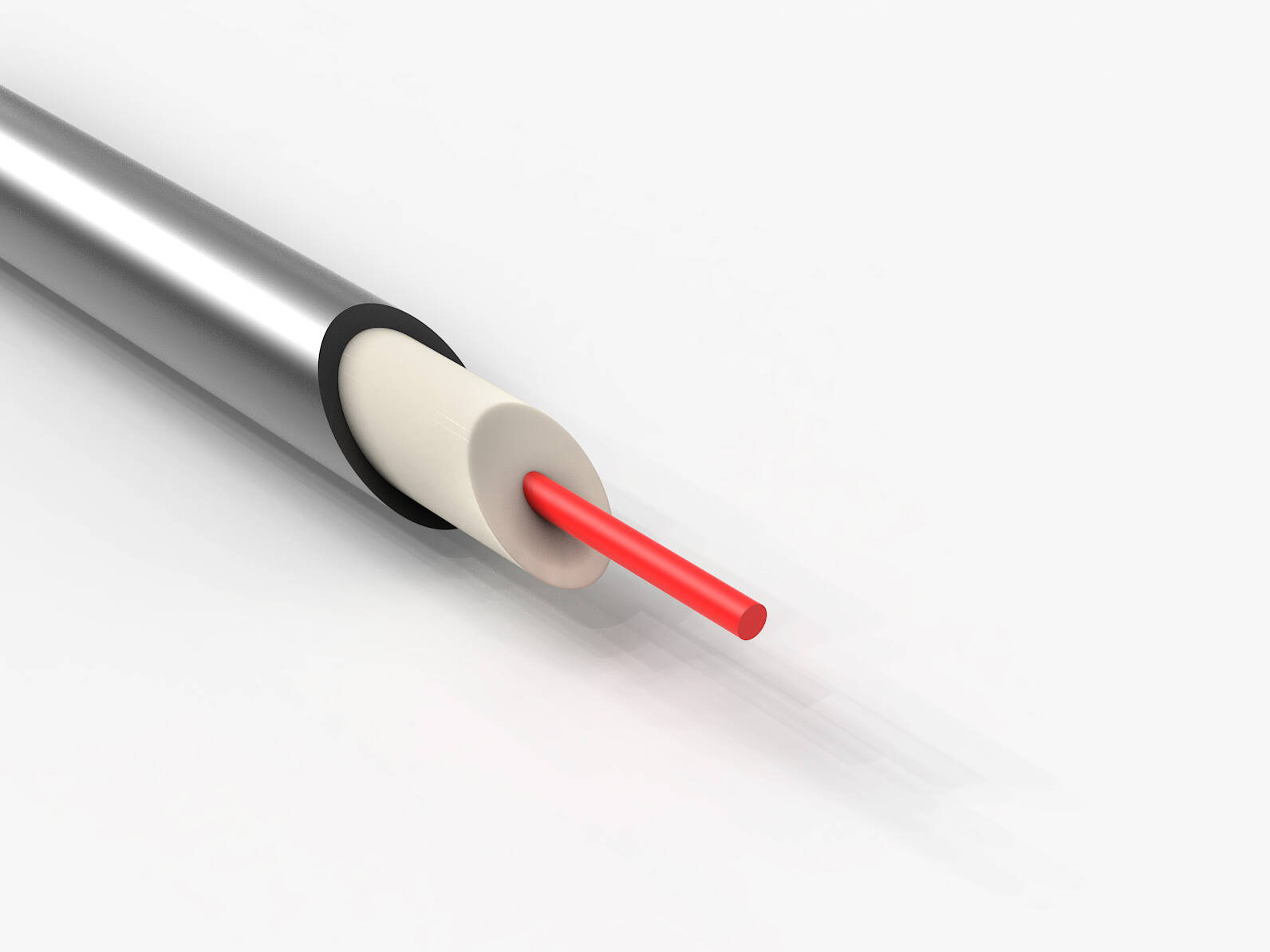
Mineralisolierte Mantelheizleiter mit angesetzten und übergangslosen Kaltenden
Mineralisolierte Mantelheizleiter ohne Kaltenden sind bis rund 400 °C zuverlässig einsetzbar. Soll…
0 Comments9 Minutes
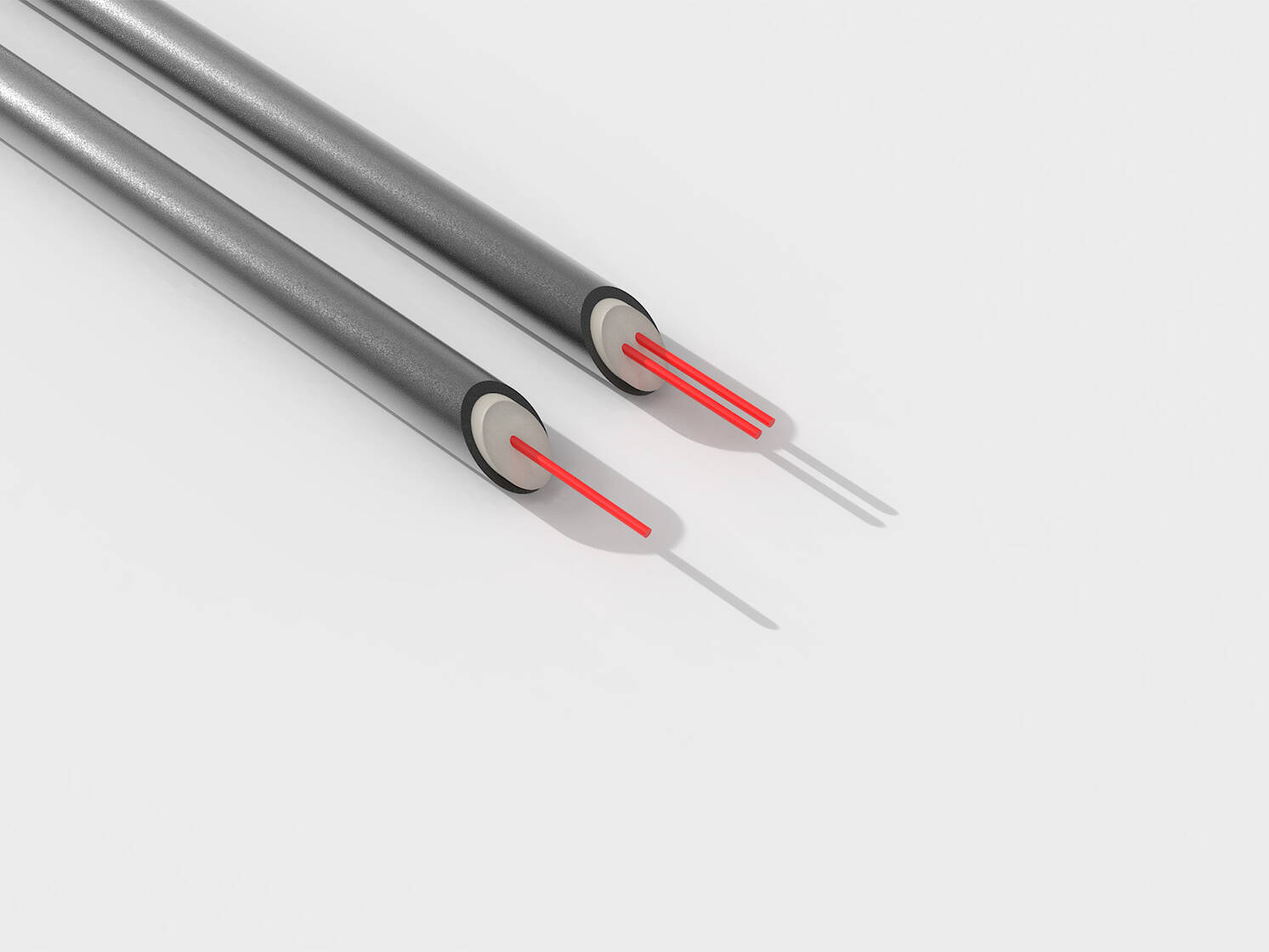
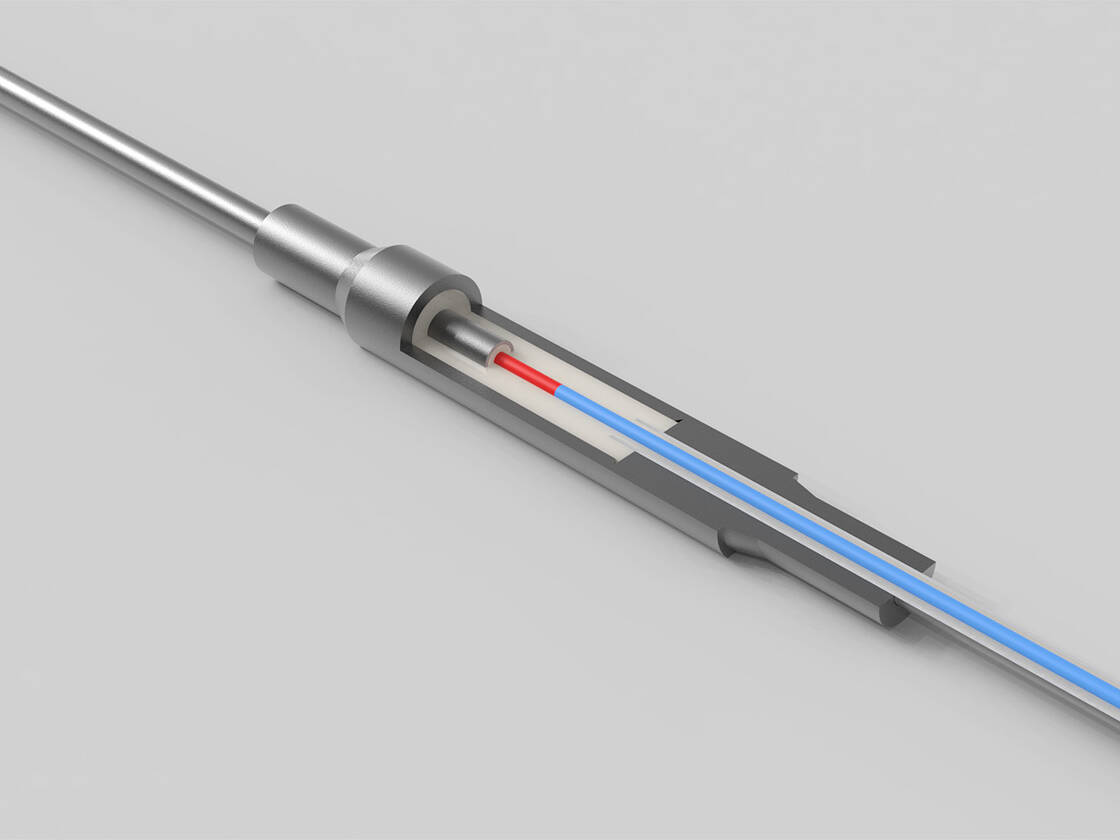
Ein- und zweiadrige Mantelleitungen: Die Grundlagen für Ihre Heizlösung.
Mineralisolierte Mantelheizleiter – einadrig oder zweiadrig? Diese grundlegende Entscheidung…
0 Comments9 Minutes
Mineralisolierte Mantelheizleiter: Technischer Leitfaden für Techniker & Ingenieure.
In anspruchsvollen Branchen wie Luft- und Raumfahrt, Halbleitertechnik oder High-End-Maschinenbau…
0 Comments10 Minutes

So kalibrieren Sie ein Thermoelement richtig – Eine praxisnahe Anleitung.
So kalibrieren Sie Thermoelemente richtig! Eine praxisnahe Anleitung mit Methoden, Tipps und…
0 Comments6 Minutes

Wie wählt man das richtige Thermoelement aus? – Ein Leitfaden für die Industrie.
Welches Thermoelement ist das richtige? Ein praxisnaher Leitfaden zu Typen, Materialien &…
0 Comments7 Minutes
Thermoelemente im Fokus – Warum präzise Temperaturmessung wichtig ist.
Eine genaue Temperaturmessung ist keine Option, sondern essenziell. Thermoelemente sind weit…
0 Comments5 Minutes